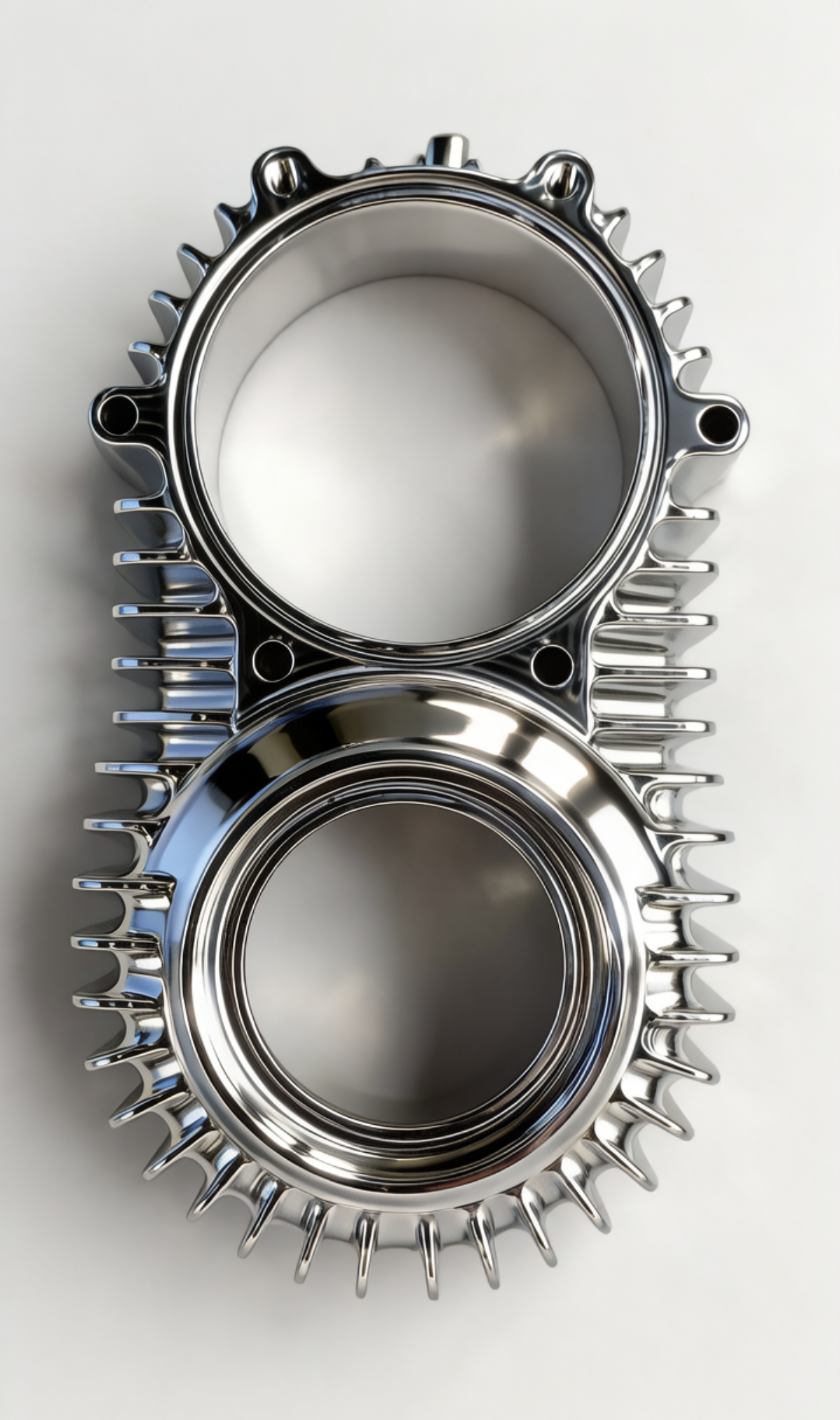
In high-torque mechanical transmission systems, 4140 chromium-molybdenum alloy steel is a top choice. Manufacturers prefer it for gears and shafts due to its exceptional strength. However, achieving high precision with this material requires strict process control. Therefore, understanding the exact manufacturing steps is essential for success.
Here is the complete step-by-step manufacturing breakdown for 4140 precision gear shafts.
The Step-by-Step Machining Process
Manufacturing high-precision metal gear shafts requires a seamless integration of diverse techniques. Specifically, it requires CNC machining, gear profiling, and thermal treatment to work together.
1.CNC Turning and Rough Machining
First, you need to secure the 4140 bar stock onto a heavy-duty CNC lathe. Next, use coated carbide tools for high-speed cutting to shape the stepped shaft. In addition, this process cuts the inner bore and the outer annular weight-reducing grooves.
Pro Tip: You must reserve a machining allowance of 0.2mm to 0.3mm. Consequently, this allowance gives you enough material to correct any dimensional distortion caused by subsequent heat treatment.
2.Precision Gear Hobbing
The outer ring tooth profile is the core component for synchronous belt transmission. To begin with, we use a precision gear hobbing machine. Alternatively, a 4-axis CNC milling center with a special forming cutter can do the job. We perform tooth-by-tooth cutting to ensure strict geometric accuracy. As a result, excellent surface roughness is achieved, which effectively prevents slippage during actual operation.
3.Heat Treatment and Surface Hardening
Overall Hardening: 4140 steel offers excellent hardenability. First, we apply overall quenching and high-temperature tempering. This step gives the part robust comprehensive mechanical properties.
Local Induction Quenching: Furthermore, for tooth surfaces that demand high wear resistance, we apply high-frequency induction hardening. This achieves a surface hardness of HRC 45-50. Consequently, it significantly extends contact fatigue life.
4.Finish Turning and Hard Machining
After heat treatment, use Cubic Boron Nitride (CBN) tools for hard turning. Specifically, this step finishes the inner holes and key shaft diameters. Thus, it corrects thermal deformation and keeps coaxiality within strict design tolerances.
DFM Optimization Strategies to Reduce Costs
Optimizing process details during the design phase effectively improves machining efficiency. Moreover, it slashes scrap rates. Here are three key Design for Manufacturability (DFM) rules to follow.
Avoid Sharp Corners in Grooves
The annular weight-reducing grooves at the shaft root should never have sharp 90-degree angles. Instead, you should retain a transition fillet of at least R0.5mm. This prevents tool chipping. Meanwhile, it eliminates stress concentration during quenching.
Define Tolerance Ranges Wisely
4140 steel experiences slight dimensional expansion and contraction after heat treatment. Therefore, you should relax tolerance requirements on non-assembly or non-meshing surfaces. By doing so, you can eliminate unnecessary finishing costs easily.
Optimize Tooth Root Fillets
Design small transition fillets (e.g., R0.2 – R0.3) at the tooth root. In fact, this small change extends the tool life of expensive hobs. At the same time, it improves the shaft’s impact resistance under stress.
Your Manufacturing Partner
At CS Rapid MFG CO., LIMITED, we deliver full-process technical support from rapid prototyping to mass production. Whether you need precision metal CNC machining or advanced milling-turning, we have you covered.
In addition to our gear shaft capabilities, we provide comprehensive industrial solutions. For instance, we offer custom Sheet Metal Fabrication Services for structural parts. Furthermore, our facility specializes in high-quality Plastic Injection Molding for complex components.
Contact CS Rapid today to optimize your next engineering project!